Reporting in manufacturing is not about polished dashboards or squeezing as many charts as possible into Power BI. Its real purpose is to support better decision-making. If data does not help solve a production-line issue faster, reduce losses, or manage the next shift more effectively, then it is not reporting — it is an expensive visualization with little business impact.
Drawing on hands-on project experience, we have identified seven principles that should be addressed before implementing a data solution for manufacturing.
Every day, trucks loaded with finished goods leave the production hall. This is where real value is created — physical, measurable, and clearly visible.
At the same time, many companies face a very different reality. In offices and meeting rooms, teams struggle with confusing spreadsheets, unclear report versions, and endless discussions about which numbers are actually correct.
The result is the familiar “Excel hell”: reports take days to prepare, only to become the basis for discussions about the past — a past that no one can change anymore.
So what are the fundamental principles of reporting for manufacturing processes?
1. IT Does Not Own the Data — It Enables Its Delivery
One of the most common mistakes when implementing reporting occurs right at the beginning: management expects IT to be responsible for the accuracy of data and reports. In reality, however, IT has a completely different role. IT creates the infrastructure, ensuring the transfer, integration, and availability of data. In other words, it lays the pipeline. But if poor-quality or incomplete data flows through the system, the problem does not originate in the technical solution.
Data quality must be the responsibility of those who own the process. If a production manager is responsible for production, they must also be responsible for ensuring that production data reflects reality. The same applies to quality, maintenance, and logistics. Without clearly defined data ownership, even the most expensive BI solution becomes nothing more than a tool that quickly and clearly distributes incorrect information.
„Process ownership must therefore go hand in hand with data ownership. Technical implementation alone cannot ensure the truth.“
2. Manual Data Entry Is Not the Problem — Excel Is
Many manufacturing companies wait for the “perfect moment” — when all machines are connected, data is automated, and systems are perfectly integrated. But that moment often does not arrive for years. In the meantime, teams lack the information they need to manage operations effectively.
The good news is that manually collected data is nothing to be ashamed of. On the contrary: if designed properly, it can be a very useful starting point. The problem arises when Excel is used as the source for reporting. A renamed sheet, a deleted row, or a changed cell format is often enough for the entire reporting setup to start falling apart.
A much safer solution can be, for example, SharePoint lists. They allow teams to get started quickly, without waiting for costly MES or ERP development, while still providing the properties that are essential for reporting:
- Fixed data types: An operator cannot enter “about five” into a “number of pieces” field. The system will not allow it.
- Versioning: You can immediately see who changed which value and when.
- Access control: You can easily define who is allowed to read the data and who is allowed to edit it.
- Consistency: For Power BI, this is a stable source that does not break every time someone saves the file.
„What matters is starting with data that has structure — not with a spreadsheet that only works until someone accidentally “improves” it.“
3. Not Everything Needs to Be Real-Time
The demand for real-time data is now almost automatic. In practice, however, it is worth asking a simple question: who will actually monitor this data every second? In most companies, strategic reports are not continuously watched by anyone. Even so, businesses often invest in infrastructure designed to provide a permanently live overview, even when it does not deliver corresponding value in practice.
It is therefore important to distinguish between operational and strategic reporting. In operational management, real-time data makes sense — for example, when monitoring machine status, downtime, or critical alarms. For strategic overviews, however, an update once per shift, once a day, or overnight is often more than sufficient.
But if you need speed while avoiding unnecessary load on production systems, modern architectures now offer more elegant ways to solve this problem. Platforms such as Microsoft Fabric provide approaches like Mirroring or Direct Lake, which make it possible to work with near-real-time data without constant queries putting the stability of operational databases at risk.
„Real-time is therefore not automatically a sign of maturity. It is simply a tool — and like any tool, it should be used where it creates real value.“
4. OEE Only Makes Sense When Quality Is Properly Understood
OEE (Overall Equipment Effectiveness) is one of the most commonly tracked metrics in manufacturing. At the same time, it is also one of the most frequently misinterpreted. A typical example is the question of whether OEE can exceed 100%. It cannot. If this happens, it is not a sign of exceptional performance, but a signal that your standards or calculation are set incorrectly.
The biggest misunderstanding usually concerns the quality component. Many companies track quality in pieces — in other words, how many products were good and how many were defective. But for a correct OEE calculation, this is not enough. OEE is based on time. Availability represents time, performance represents time, and therefore quality must also be converted into a time loss.
In other words, it is not enough to know how many defective products were produced. You need to know how much net productive time was lost by producing them. Only then does the whole equation make sense and show the real effectiveness of the equipment.
„Availability, performance, and quality together define net productive time. As soon as one of these components is measured using a different logic than the other two, the result loses credibility.“
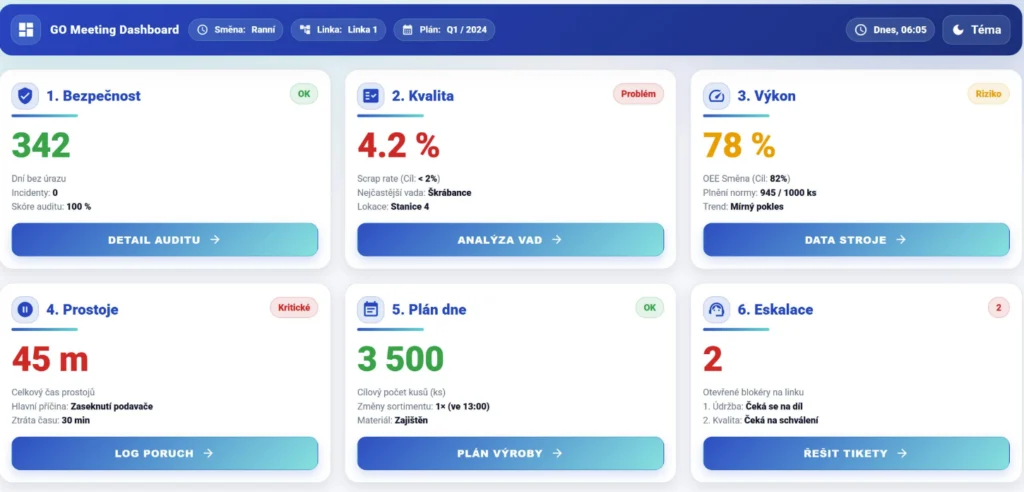
5. A Morning Meeting Report Should Drive Action, Not Presentation
A dashboard that looks good in a management presentation does not necessarily help during a morning stand-up on the shop floor. In an operational meeting, there is no room for lengthy interpretation or browsing through annual trends. People need to quickly understand what happened, where the problem is, and what they should do now.
Such a report must be contextual and actionable. It should immediately show what went wrong overnight, which machines had the most issues, where the biggest losses occurred, and where maintenance or the shift supervisor should focus their attention first. The ability to drill down with a single click is also essential. Not a ten-minute discussion about why a machine was down, but a direct path to the specific cause.
Connecting the report with other systems can also be highly practical. For example, when a report combines production and attendance data, the shift manager can immediately see that a key operator is missing and adjust the allocation of people accordingly. This kind of integration turns the report into a real management tool — not just a passive overview.
„A good manufacturing report does more than inform. It helps people act.“
6. Track Only What You Can Influence
One of the common reasons why reporting fails in practice is that teams track indicators they cannot actually influence. A typical example is overall scrap rate, which often combines process errors with so-called mandatory losses — such as setup pieces or samples for the laboratory — without distinguishing between them.
When these items are merged together, the report may look comprehensive, but for a process engineer or shift supervisor it is practically useless. It does not allow them to distinguish between a real problem and a natural part of the technology.
Reporting should therefore respect the user’s sphere of influence. It should show only the KPIs and level of detail that the user can realistically affect. Otherwise, a familiar frustration arises: people monitor numbers for which they are indirectly evaluated, but which they have no ability to change.
„A well-designed report helps people focus only on actions that matter. In manufacturing, that is often more important than the number of metrics being monitored.“
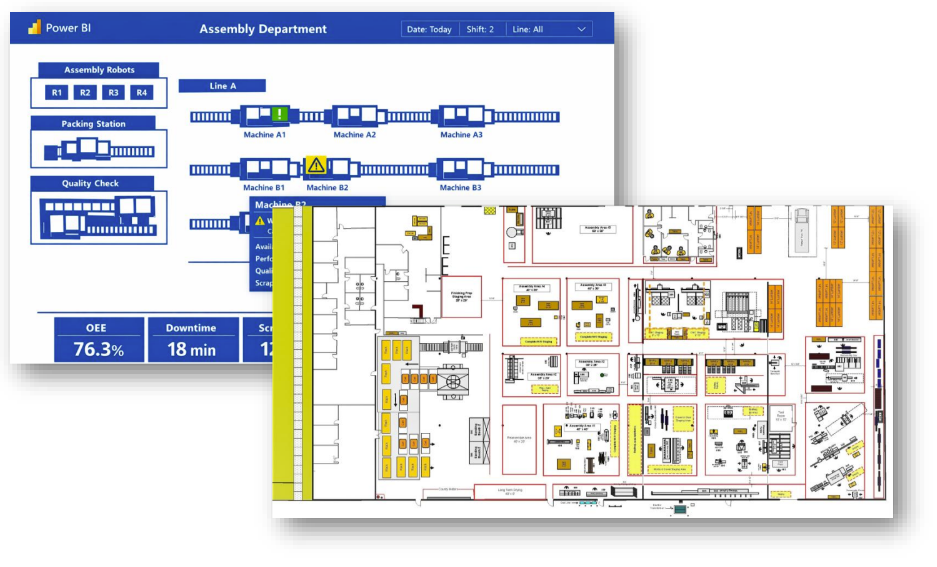
7. The More a Report Resembles the Factory, the Better Employees Understand It
People in manufacturing do not think in tables. They think in lines, machines, workstations, and physical space. If you want them to use reports every day, you need to present data in a form that feels natural to them.
This is exactly why synoptic panels make so much sense. Instead of showing a list of equipment in a table, you can display the actual layout of the production hall or line and map individual machines directly onto it. The user can then click on a specific machine on the map and immediately see details about failures, performance, or downtime. Color coding also makes it possible to identify a problem within seconds, without having to read a single row of data.
Modern tools also make it relatively easy to create this type of view, for example using SVG backgrounds and visuals such as Synoptic Panel, for instance through OKViz. The result is usually much easier for operators, shift supervisors, and maintenance teams to understand than a traditional dashboard full of tables.
„Visual context almost always wins over a list of numbers.“
The Future of Manufacturing Reporting Starts with Strong Foundations
The real value of a BI solution does not lie in the report itself. It lies in how much time and energy it saves people, and how quickly it enables them to respond. When employees no longer have to spend hours manually preparing data in Excel, they can instead focus on improving processes, identifying root causes, and proposing actions with real impact.
And this is where the future of more advanced initiatives begins — from predictive maintenance to the use of artificial intelligence in manufacturing. But without high-quality data, clear ownership, and meaningful reporting, none of these ambitions will work.
So, in closing, ask yourself a simple but uncomfortable question: do you really know which of your KPIs you can actually influence tomorrow? Or are you merely watching a history that you can no longer change?
Book a no-obligation consultation with us and get a clearer view of how manufacturing reporting implementation works.